Let's go over the parts necessary to build the frame. Obviously, there are going to be more components than for the fork (which only had six pieces).
The lugs and the bottom bracket shell are what will hold the main triangle of the frame together:
Lugs are usually sold as a set - one price gets you a seat lug, top tube lug, and down tube lug. These are matched for various seat tube and head tube angles. I found what I needed at
Ceeway; 72 degree head tube angles are not terribly popular and I couldn't find a US supplier. Even with international shipping and exchange fees, the cost for the lug set came out to about $45.
Lugs can be manufactured in two ways - investment casting or stamping. Casting involves pouring liquid metal into a mold, which is then broken open to reveal the finished product. Stamped lugs are cut out of large sheets of metal, shaped, and then welded together. Builders generally prefer cast over stamped lugs, as most believe them to be stronger. Stamped lugs are cheaper, however, and more malleable.
If you are looking for a head or seat tube angle that is not generally available, lugs can be bent into the correct angle. Cast lugs have about one degree of "give"; that is, you could bend a 73 degree head tube lug into a 72 degree configuration. Stamped lugs can be pushed a little further and may be more desirable if you want to push them a little further. For extreme lug angles, you may wish to consider making your own. This can be accomplished by finding steel tubing with an inside diameter equal to the outside diameter of your frame tubing, with a wall thickness of about a millimeter. Join two parts at the correct angle by mitering them properly and then MIG or TIG welding them together. This can then be brazed during the frame build.
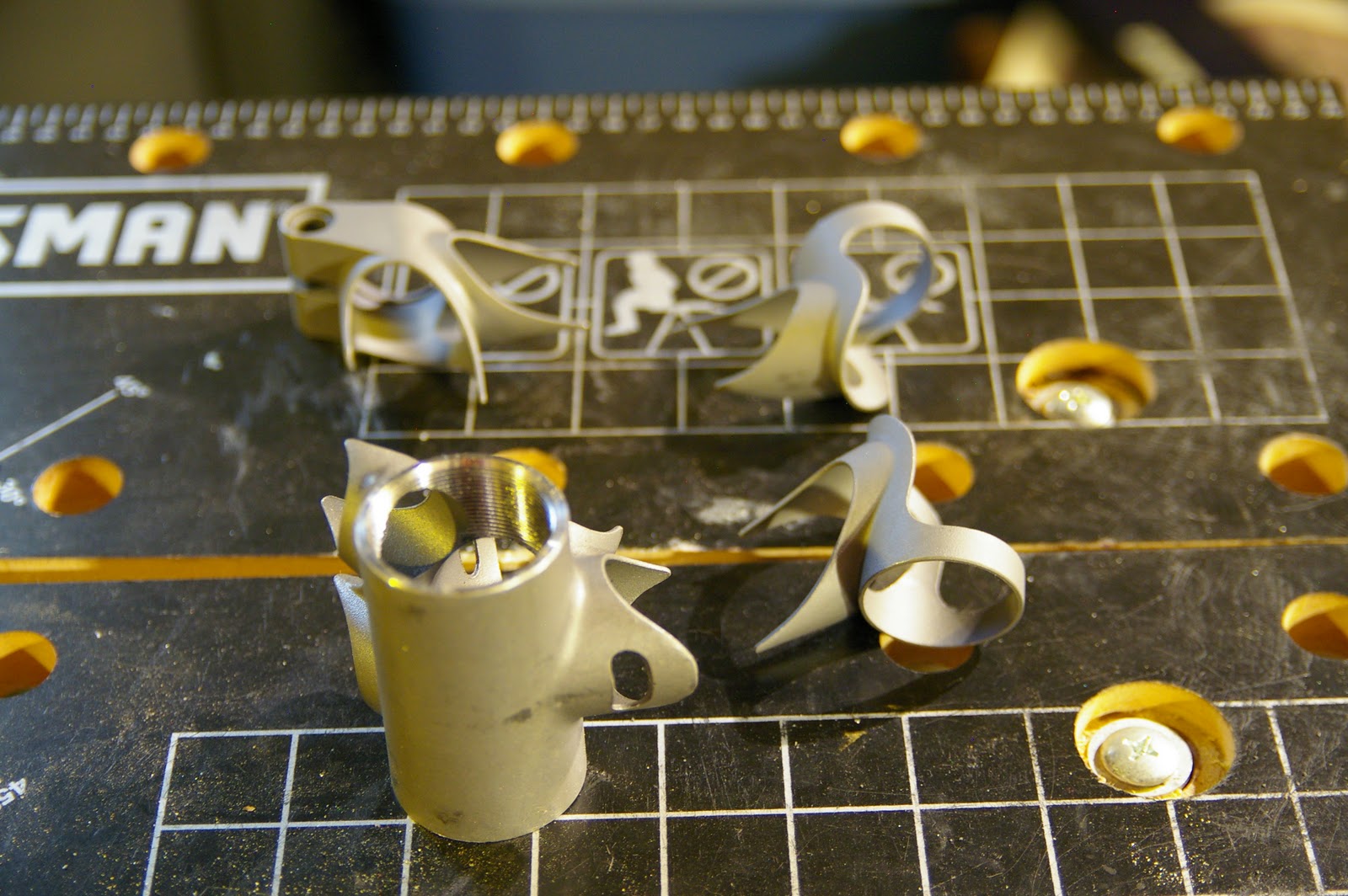
A view of the bottom bracket shell:
The shell has sockets for the seat tube, down tube, and chain stays. Be sure to get a shell that matches the shape of the chain stays; if you have oval chain stays, you will need oval sockets on the BB shell. This particular shell is already faced and threaded, and should be able to accept a bottom bracket with minimal extra work after the frame is put together.
In addition to the lugs and bottom bracket shell, you will need tubes.
A tube set will include one seat tube, one down tube, one top tube, a head tube, two chain stays, and two seat stays. The dimensions of these tubes were covered in a previous post, but recall that the double-butted tubes have a short end and a long end; the end with the longer butt is usually marked. These are marked with the part number of the tube. Wall thicknesses are much thinner than for the fork blades, which will make it easier to shape them.
To accept a rear wheel, we need dropouts:
I decided to go with the socket style for the rear dropouts instead of the flat style to save time. These are vertical dropouts; horizontal, or "track style" dropouts are also available. This raises a question - why am I going with vertical dropouts instead of horizontal? And why do my dropouts have a derailleur hanger? Since I'm planning to go with an internal hub, the hanger is unnecessary and the drive train is essentially a "single speed" - one rear cog - so horizontal dropouts would make more sense. In this case, vertical dropouts are somewhat more forgiving of manufacturing inaccuracies, which hopefully means that the bike will be rideable even if I screw up the rear triangle a little bit.
I was unable to find vertical dropouts that do not include a derailleur hanger, so I will either a) leave it as it is in case I want to swap out to a cassette later, or b) file it off.
To attach a brake and accessories, there are these small parts:
From top to bottom, I have a brake bridge, two rack mounts, and two eyelets. The brake bridge is installed between the two seat stays, and not only provides a place to mount a rear brake but also adds some lateral support to the rear triangle. The rack mounts look like small barbells and are brazed on to the rear dropouts. The eyelets are also brazed on to the dropouts and can be used to mount either a rack or fenders. I may not need both the eyelets and the barbells, but they were about 60 cents each so I bought them to have options.
Finally, I got these things:
These are seat stay caps. They are brazed into the ends of the seat stays, and then attached to the main triangle. Either the flat or concave side can face outwards, providing two different styles in one package. These are not strictly necessary; Talbot describes a method of finishing the tops of the seat stays that involves taking some scrap metal and brazing it to the openings at the tops of the stays. I may try this in the future, but for now I'm going to take the easy way out.
Missing from the parts list are all the braze-ons that will be needed to route cables, mount pumps and bottle holders, etc. I've put off purchasing these for now until I get a better idea of what I want to go where. Since they are all installed after the frame has been built, I have some time to think about it.