First, the tangs on the crown need to be cleaned up. Casting leaves a slightly rough and pitted finish which must be removed, leaving behind a smooth face for the filler to bind to.
Clamping the steerer/crown assembly in place:

I started with the warding file, then worked the tangs with course grade emery paper. The emery paper is used in an action similar to polishing the toe of a shoe:

I rolled up a piece of emery paper to clean up the inside of the tangs. Not strictly necessary, I think, since there's nothing being joined inside of the tang. Removing a little bit of material from the inside should help the joint to heat up quicker without risking deforming the tang:

While I was sanding down the tangs, I occasionally check fitted the fork blades to make sure I was not taking too much material off. Once the tangs looked fairly smooth, I turned my attention back to the fork blades.
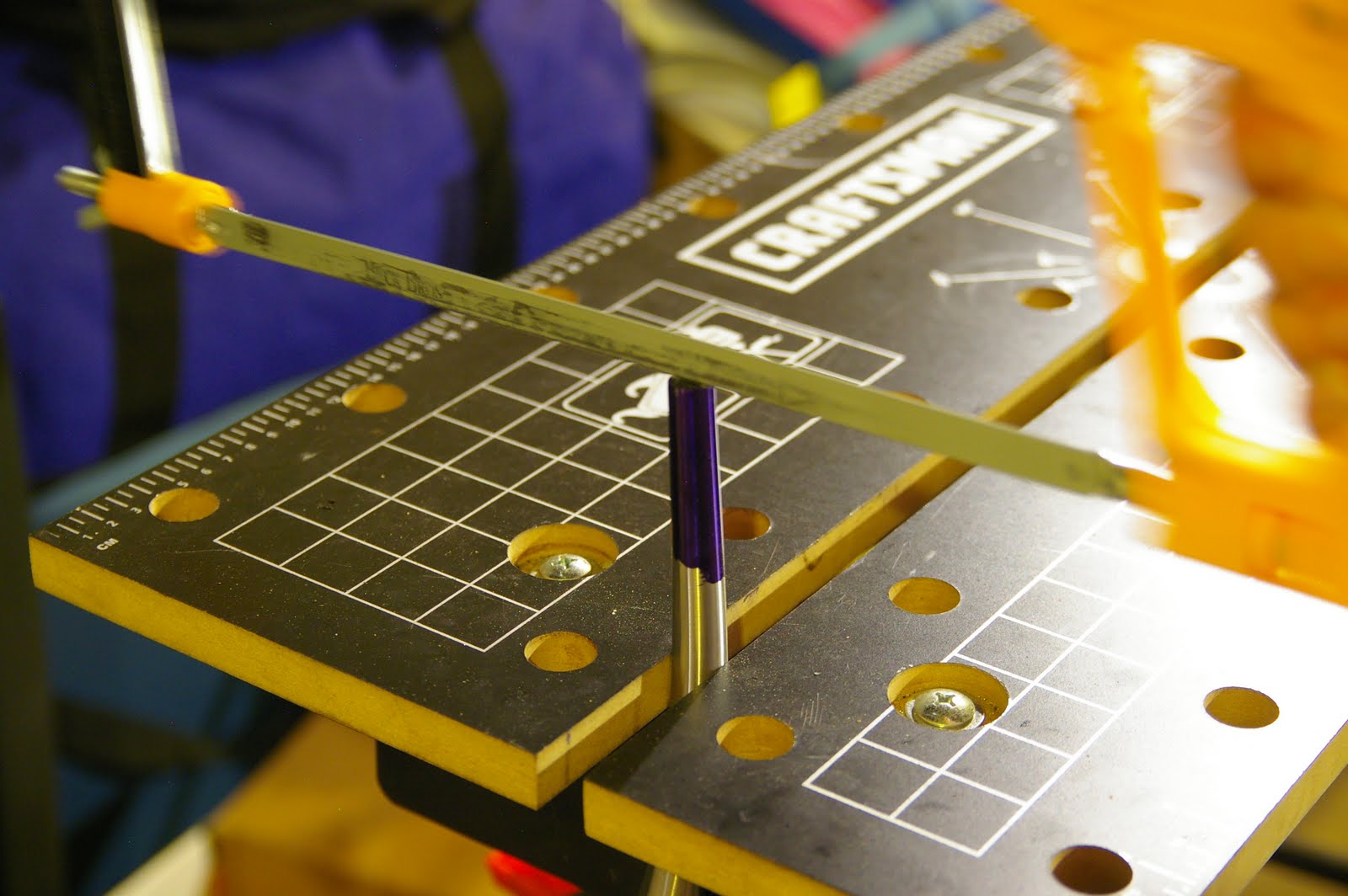
The blades need a small hole drilled in each of them to allow expanding gases to escape during the braze. Without performing this step, the gases have nowhere to go except through the joint you're trying to make - this will leave cavities in the filler and potentially weaken the joint. I positioned the hole on the inside of each blade, about two inches from the top of the blade. The positioning of the hole is not terribly critical; my Raleigh has vent holes a couple of inches above the dropouts instead of near the top. Make sure that the hole is further down the blades than the length of the fork crown tangs or lugs.
Marking the location of the holes with an automatic center punch:

I used a 3/32" bit for the holes:

After deburring the ends of the blades and removing the Dykem, this is what they look like:

Now is the time to jig up the fork. Brush flux over the tangs and the inside of the blades, fit them together, and then secure everything in the jig. I secured the dropouts on to the threaded rod first and then clamped the steerer securely to the block at the top of the jig.
While I was jigging the fork, before clamping the steerer tube, I noticed that the fork did not want to line up with the block that I had secured for the steerer. Since I am fairly confident about the jig's correctness, I believe that one of the fork blades is likely ever so slightly short. I forced the steerer against its clamping block, which left a small gap (maybe a millimeter or so) between the shoulder of the fork crown and the top of one of the fork blades. Assuming the joint is secure, I don't think this is a safety issue - I can put some filler material in there to ensure the paint job looks clean.
The fork, fluxed and jigged:

I made sure to use metal C-clamps near the joint to avoid melting the plastic ratchet clamps. After brazing, this is what the fork crown looks like:

And the entire fork, finally in one piece:

I let the fork cool in the jig until I could handle the steerer tube by hand; after that, I removed the clamps from the steerer and let it cool fully on the jig. Once cool, the work is fairly routine - clean off the excess flux with a wire brush and water, file away the excess filler, and clean up the joints with emery cloth.
These joints are brazed with silver, but if your tolerances are very loose for some reason it may be necessary to use brass.
Now that the fork is completed (I'll have a photo of the finished product soon), it is time to start the frame. I'm waiting on the Talbot book from the library, but in the meantime I can start cleaning up the lugs and cutting the head tube.