I have purchased a Dremel.
In order to miter the other ends of the down tube and seat tube, it is first necessary to fit them into the bottom bracket shell in order to scribe the appropriate lines. This has so far proven impossible, since the unfinished interior diameter of the BB sockets is a touch too small to allow the tubes to fully penetrate.
I have been diligently filing for several hours, but there are a couple of complications. First, the filing needs to be done in a very cramped space - the main body of the BB shell prevents the file from traveling more than two or three inches (the length of the socket plus the diameter of the shell). It effectively limits me to using the small needle files and course emery paper, neither of which removes much material; these are really meant more for finishing work.
Second, I have eczema on my dominant hand which makes work fairly painful after awhile. I wear gloves when I can, but it limits my ability to work with emery paper (the fingers of the glove slide, or the paper slides against the glove), and the gloves end up binding in the BB sockets. I generally lose the fine motor control and tactile feedback that you get from gloveless work.
So, the Dremel. A grinding wheel attachment should fit nicely into the sockets and open them up enough to accept the tubing. There is a risk using power tools here, and it's a reason I've avoided using them up to now - they remove material much faster than manual tools, which greatly increases the risk of taking too much metal off the sockets. The most likely "bad" outcome would be taking the sockets out of round, but if the gap between the socket and the tube is too great then silver soldering will not be possible. As always, going slow and steady will be paramount.
I may try using the Dremel on the tubing also, but I think the half-round file has been doing an excellent job so far. Whenever I manage to install a real workbench in my shop space, I may also invest in a bench grinder. The new tool should arrive in a few days.
Tuesday, October 26, 2010
Wednesday, October 13, 2010
Main Triangle Mitering - Part 1
Each tube in the main triangle must be cut to length and mitered before the frame is brazed together. Before any cuts are made, I marked each tube with Dykem:

Each tube was marked roughly where the tubes needed to be cut to length, as well as the ends that would be mitered without cutting. Keep in mind that the double-butted tubes have a short end and a long end; the tube is cut to length from the long end to maintain enough of a butt at each end of the tube. The seat tube is single-butted, and is cut to length at the non-butted end. The head tube is not butted and may be cut from either end.
First step - cut the head tube to length. Make sure the tube ends up about 1/4" longer than your design to allow for facing.

There is no need to face the cut at this point, as it will be taken care of when the head tube is reamed after the frame is completed. The rough cut on the head tube:

The next step is to miter the ends of the top tube and down tube that interface with the head tube. To mark the tubes for mitering, I took the Dykem-painted ends, inserted them fully into their appropriate lugs, and scribed around the tube inside the lug. There is also a piece of software available, tubemiter, that will allow you to print out the miter profile and tape the piece of paper to your tube. The software may be more useful if you plan to bend your lugs or fillet braze/weld your frame. Tracing the lugs was quick and simple, but was difficult to get a complete profile around the entire circumference of the tube.
Regardless of how you choose to mark your tubes, it is important to continually fit check your tubes. An angle finder is useful during the mitering process to make sure the tubes are fitting at the correct angle.
Mitering is accomplished with a half-round bastard file. Here is an image of the beginning of the cut on the top tube, with the scribed profile visible in the Dykem:

After a few minutes, the cut is deeper, but the "shoulders" of the miter are still squared:

Almost done, with rounded shoulders and just about reaching the scribed profile:

A close-up of the finished miter joint:

Fit-checking is accomplished by pressing the mitered profile against the head tube and peering through the joint at a light. Any imperfections in the joint will be noticed by light leaking between the two tubes. Making the miter profile meet the head tube as closely as possible will create a stronger joint.
Checking the top tube against the head tube:

Looking at the inside of the lug, with the mitered tube in place:

After the top tube is done, do the same thing to the end of the down tube that intersects the head tube.
The third miter profile to be cut is the seat-tube-end of the top tube. Before cutting the profile, it is necessary to cut the top tube to length. Be extra careful at this point, because there is no way to "undo" a cut that is too deep; if the tube is cut to too short a length, it must be replaced.
To mark the location of the cut, I installed the top tube and head tube in the top tube lug and then measured from the centerline of the head tube to the desired length of the top tube plus an extra 1/4"-1/2". Essentially, I was looking to be able to fully insert the top tube into the seat tube lug in order to scribe the profile of the miter joint; cutting at the location described above may leave the top tube several millimeters too long, but this can be rectified with filing it down at the seat tube end.
After the top tube has been cut to length, scribe the miter profile as before. To ensure the miter cuts are in the same plane, I kept the head tube in the top tube lug and aligned the seat tube lug using the workbench - the seat tube lug has flat sides which will line up with the head tube when the whole assembly is gently pressed against the (flat) work surface.
Carefully file the joint, making sure to stop occasionally and perform a fit check. You can check for proper length by inserting the seat tube into the seat tube lug and measuring from the centerline of the seat tube to the centerline of the head tube. My first cut ended up about 3 mm too long, which required scribing a second line and carefully (carefully!) removing extra material.
With these cuts complete, the next step is to consider the bottom bracket shell.

Each tube was marked roughly where the tubes needed to be cut to length, as well as the ends that would be mitered without cutting. Keep in mind that the double-butted tubes have a short end and a long end; the tube is cut to length from the long end to maintain enough of a butt at each end of the tube. The seat tube is single-butted, and is cut to length at the non-butted end. The head tube is not butted and may be cut from either end.
First step - cut the head tube to length. Make sure the tube ends up about 1/4" longer than your design to allow for facing.

There is no need to face the cut at this point, as it will be taken care of when the head tube is reamed after the frame is completed. The rough cut on the head tube:

The next step is to miter the ends of the top tube and down tube that interface with the head tube. To mark the tubes for mitering, I took the Dykem-painted ends, inserted them fully into their appropriate lugs, and scribed around the tube inside the lug. There is also a piece of software available, tubemiter, that will allow you to print out the miter profile and tape the piece of paper to your tube. The software may be more useful if you plan to bend your lugs or fillet braze/weld your frame. Tracing the lugs was quick and simple, but was difficult to get a complete profile around the entire circumference of the tube.
Regardless of how you choose to mark your tubes, it is important to continually fit check your tubes. An angle finder is useful during the mitering process to make sure the tubes are fitting at the correct angle.
Mitering is accomplished with a half-round bastard file. Here is an image of the beginning of the cut on the top tube, with the scribed profile visible in the Dykem:

After a few minutes, the cut is deeper, but the "shoulders" of the miter are still squared:

Almost done, with rounded shoulders and just about reaching the scribed profile:

A close-up of the finished miter joint:

Fit-checking is accomplished by pressing the mitered profile against the head tube and peering through the joint at a light. Any imperfections in the joint will be noticed by light leaking between the two tubes. Making the miter profile meet the head tube as closely as possible will create a stronger joint.
Checking the top tube against the head tube:

Looking at the inside of the lug, with the mitered tube in place:

After the top tube is done, do the same thing to the end of the down tube that intersects the head tube.
The third miter profile to be cut is the seat-tube-end of the top tube. Before cutting the profile, it is necessary to cut the top tube to length. Be extra careful at this point, because there is no way to "undo" a cut that is too deep; if the tube is cut to too short a length, it must be replaced.
To mark the location of the cut, I installed the top tube and head tube in the top tube lug and then measured from the centerline of the head tube to the desired length of the top tube plus an extra 1/4"-1/2". Essentially, I was looking to be able to fully insert the top tube into the seat tube lug in order to scribe the profile of the miter joint; cutting at the location described above may leave the top tube several millimeters too long, but this can be rectified with filing it down at the seat tube end.
After the top tube has been cut to length, scribe the miter profile as before. To ensure the miter cuts are in the same plane, I kept the head tube in the top tube lug and aligned the seat tube lug using the workbench - the seat tube lug has flat sides which will line up with the head tube when the whole assembly is gently pressed against the (flat) work surface.
Carefully file the joint, making sure to stop occasionally and perform a fit check. You can check for proper length by inserting the seat tube into the seat tube lug and measuring from the centerline of the seat tube to the centerline of the head tube. My first cut ended up about 3 mm too long, which required scribing a second line and carefully (carefully!) removing extra material.
With these cuts complete, the next step is to consider the bottom bracket shell.
Friday, October 1, 2010
Parts List
Let's go over the parts necessary to build the frame. Obviously, there are going to be more components than for the fork (which only had six pieces).
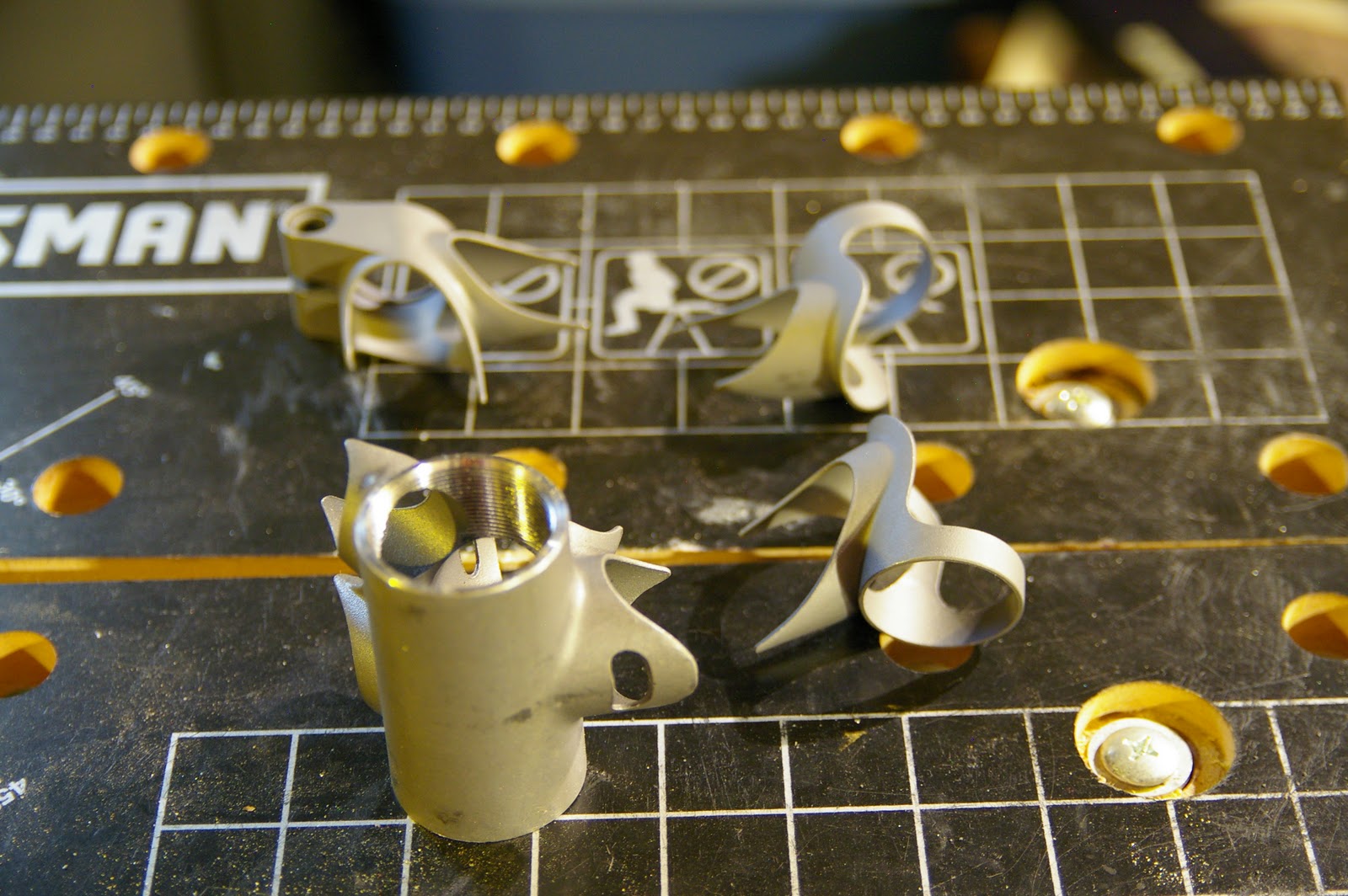
The lugs and the bottom bracket shell are what will hold the main triangle of the frame together:

Lugs are usually sold as a set - one price gets you a seat lug, top tube lug, and down tube lug. These are matched for various seat tube and head tube angles. I found what I needed at Ceeway; 72 degree head tube angles are not terribly popular and I couldn't find a US supplier. Even with international shipping and exchange fees, the cost for the lug set came out to about $45.
Lugs can be manufactured in two ways - investment casting or stamping. Casting involves pouring liquid metal into a mold, which is then broken open to reveal the finished product. Stamped lugs are cut out of large sheets of metal, shaped, and then welded together. Builders generally prefer cast over stamped lugs, as most believe them to be stronger. Stamped lugs are cheaper, however, and more malleable.
If you are looking for a head or seat tube angle that is not generally available, lugs can be bent into the correct angle. Cast lugs have about one degree of "give"; that is, you could bend a 73 degree head tube lug into a 72 degree configuration. Stamped lugs can be pushed a little further and may be more desirable if you want to push them a little further. For extreme lug angles, you may wish to consider making your own. This can be accomplished by finding steel tubing with an inside diameter equal to the outside diameter of your frame tubing, with a wall thickness of about a millimeter. Join two parts at the correct angle by mitering them properly and then MIG or TIG welding them together. This can then be brazed during the frame build.
A view of the bottom bracket shell:

The shell has sockets for the seat tube, down tube, and chain stays. Be sure to get a shell that matches the shape of the chain stays; if you have oval chain stays, you will need oval sockets on the BB shell. This particular shell is already faced and threaded, and should be able to accept a bottom bracket with minimal extra work after the frame is put together.
In addition to the lugs and bottom bracket shell, you will need tubes.

A tube set will include one seat tube, one down tube, one top tube, a head tube, two chain stays, and two seat stays. The dimensions of these tubes were covered in a previous post, but recall that the double-butted tubes have a short end and a long end; the end with the longer butt is usually marked. These are marked with the part number of the tube. Wall thicknesses are much thinner than for the fork blades, which will make it easier to shape them.
To accept a rear wheel, we need dropouts:

I decided to go with the socket style for the rear dropouts instead of the flat style to save time. These are vertical dropouts; horizontal, or "track style" dropouts are also available. This raises a question - why am I going with vertical dropouts instead of horizontal? And why do my dropouts have a derailleur hanger? Since I'm planning to go with an internal hub, the hanger is unnecessary and the drive train is essentially a "single speed" - one rear cog - so horizontal dropouts would make more sense. In this case, vertical dropouts are somewhat more forgiving of manufacturing inaccuracies, which hopefully means that the bike will be rideable even if I screw up the rear triangle a little bit.
I was unable to find vertical dropouts that do not include a derailleur hanger, so I will either a) leave it as it is in case I want to swap out to a cassette later, or b) file it off.
To attach a brake and accessories, there are these small parts:

From top to bottom, I have a brake bridge, two rack mounts, and two eyelets. The brake bridge is installed between the two seat stays, and not only provides a place to mount a rear brake but also adds some lateral support to the rear triangle. The rack mounts look like small barbells and are brazed on to the rear dropouts. The eyelets are also brazed on to the dropouts and can be used to mount either a rack or fenders. I may not need both the eyelets and the barbells, but they were about 60 cents each so I bought them to have options.
Finally, I got these things:

These are seat stay caps. They are brazed into the ends of the seat stays, and then attached to the main triangle. Either the flat or concave side can face outwards, providing two different styles in one package. These are not strictly necessary; Talbot describes a method of finishing the tops of the seat stays that involves taking some scrap metal and brazing it to the openings at the tops of the stays. I may try this in the future, but for now I'm going to take the easy way out.
Missing from the parts list are all the braze-ons that will be needed to route cables, mount pumps and bottle holders, etc. I've put off purchasing these for now until I get a better idea of what I want to go where. Since they are all installed after the frame has been built, I have some time to think about it.
The lugs and the bottom bracket shell are what will hold the main triangle of the frame together:
Lugs are usually sold as a set - one price gets you a seat lug, top tube lug, and down tube lug. These are matched for various seat tube and head tube angles. I found what I needed at Ceeway; 72 degree head tube angles are not terribly popular and I couldn't find a US supplier. Even with international shipping and exchange fees, the cost for the lug set came out to about $45.
Lugs can be manufactured in two ways - investment casting or stamping. Casting involves pouring liquid metal into a mold, which is then broken open to reveal the finished product. Stamped lugs are cut out of large sheets of metal, shaped, and then welded together. Builders generally prefer cast over stamped lugs, as most believe them to be stronger. Stamped lugs are cheaper, however, and more malleable.
If you are looking for a head or seat tube angle that is not generally available, lugs can be bent into the correct angle. Cast lugs have about one degree of "give"; that is, you could bend a 73 degree head tube lug into a 72 degree configuration. Stamped lugs can be pushed a little further and may be more desirable if you want to push them a little further. For extreme lug angles, you may wish to consider making your own. This can be accomplished by finding steel tubing with an inside diameter equal to the outside diameter of your frame tubing, with a wall thickness of about a millimeter. Join two parts at the correct angle by mitering them properly and then MIG or TIG welding them together. This can then be brazed during the frame build.
A view of the bottom bracket shell:

The shell has sockets for the seat tube, down tube, and chain stays. Be sure to get a shell that matches the shape of the chain stays; if you have oval chain stays, you will need oval sockets on the BB shell. This particular shell is already faced and threaded, and should be able to accept a bottom bracket with minimal extra work after the frame is put together.
In addition to the lugs and bottom bracket shell, you will need tubes.

A tube set will include one seat tube, one down tube, one top tube, a head tube, two chain stays, and two seat stays. The dimensions of these tubes were covered in a previous post, but recall that the double-butted tubes have a short end and a long end; the end with the longer butt is usually marked. These are marked with the part number of the tube. Wall thicknesses are much thinner than for the fork blades, which will make it easier to shape them.
To accept a rear wheel, we need dropouts:

I decided to go with the socket style for the rear dropouts instead of the flat style to save time. These are vertical dropouts; horizontal, or "track style" dropouts are also available. This raises a question - why am I going with vertical dropouts instead of horizontal? And why do my dropouts have a derailleur hanger? Since I'm planning to go with an internal hub, the hanger is unnecessary and the drive train is essentially a "single speed" - one rear cog - so horizontal dropouts would make more sense. In this case, vertical dropouts are somewhat more forgiving of manufacturing inaccuracies, which hopefully means that the bike will be rideable even if I screw up the rear triangle a little bit.
I was unable to find vertical dropouts that do not include a derailleur hanger, so I will either a) leave it as it is in case I want to swap out to a cassette later, or b) file it off.
To attach a brake and accessories, there are these small parts:

From top to bottom, I have a brake bridge, two rack mounts, and two eyelets. The brake bridge is installed between the two seat stays, and not only provides a place to mount a rear brake but also adds some lateral support to the rear triangle. The rack mounts look like small barbells and are brazed on to the rear dropouts. The eyelets are also brazed on to the dropouts and can be used to mount either a rack or fenders. I may not need both the eyelets and the barbells, but they were about 60 cents each so I bought them to have options.
Finally, I got these things:

These are seat stay caps. They are brazed into the ends of the seat stays, and then attached to the main triangle. Either the flat or concave side can face outwards, providing two different styles in one package. These are not strictly necessary; Talbot describes a method of finishing the tops of the seat stays that involves taking some scrap metal and brazing it to the openings at the tops of the stays. I may try this in the future, but for now I'm going to take the easy way out.
Missing from the parts list are all the braze-ons that will be needed to route cables, mount pumps and bottle holders, etc. I've put off purchasing these for now until I get a better idea of what I want to go where. Since they are all installed after the frame has been built, I have some time to think about it.
Subscribe to:
Comments (Atom)